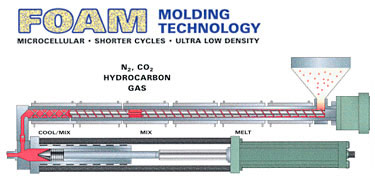
Strukturální Pěny Proces je nízký tlak vstřikovacího procesu, kde inertní plyn je zaveden do roztaveného polymeru za účelem snížení hustoty a tedy i hmotnosti hotového výrobku.
strukturální pěnové lisované výrobky mají buněčná jádra obklopená tuhými, integrálními kůžemi. Pěnící činidlo (NI, CO2 nebo CBA) se zavádí do proudu polymerní taveniny, čímž se vytvoří homogenní směs polymeru a plynu.
směs je krátký-shot vstřikován tryskami do formy v objemu, který je menší než množství potřebné pro formy na pevné části. Vstřikovací tlak a expanze směsi polymer / plyn vyplňuje formu.
porézní kůže se vytvoří, když se tavenina dotkne studeného povrchu formy. Expandující směs polymeru a plynu tvoří buněčné jádro.
expandující plyn poskytuje konečné balení a drží tlak. Jakmile směs plastových plynů vstoupí do dutiny formy, plyn expanduje (tj. pěny), vyplňuje dutinu a vytváří buněčné struktury uvnitř součásti. Hotový díl má obvykle o 10 – 30% nižší hmotnost než ekvivalentní pevná část.
Výhody oproti alternativní metody
- hmotnost snížena o 10% až 30%
- Snížení intenzity, proto pryskyřice úspory
- Nízké náklady N2 nebo CO2 – mnohem méně nákladná než chemická nadouvadla (CBA)
- Velká část plastů s nízkou upínací sílu požadavky
- Dutiny Tlak; obvykle 200 – 600 psi ( 14 -41 Bar )
- Nižší náklady na energii oproti jiným IM procesy
- Nižší náklady hliníkové formy vs. vysoký tlak IM stroje
- Rychlejší cykly, kvůli lepší přenos tepla z hliníku
- Tlusté zdi součástky od 0.125″ – 0.500″ ( 3 – 12 mm )
- Tužší části na stejnou váhu, jako IM v důsledku buněčné pěnové struktury
- Složité díly bez propadlin
- Vyšší rázová pevnost než tenčí stěnu IM
- Díly mohou být řezané, v háji, přibit nebo sešity, jako je dřevo